48 cavities is demonstrably short
A common production calculation shows a real output gap after realistic downtime and changeovers are included.

64 cavity controlled scale-up review
Use 64 cavities when 48 is short and 72 adds capacity or platform burden you cannot use.
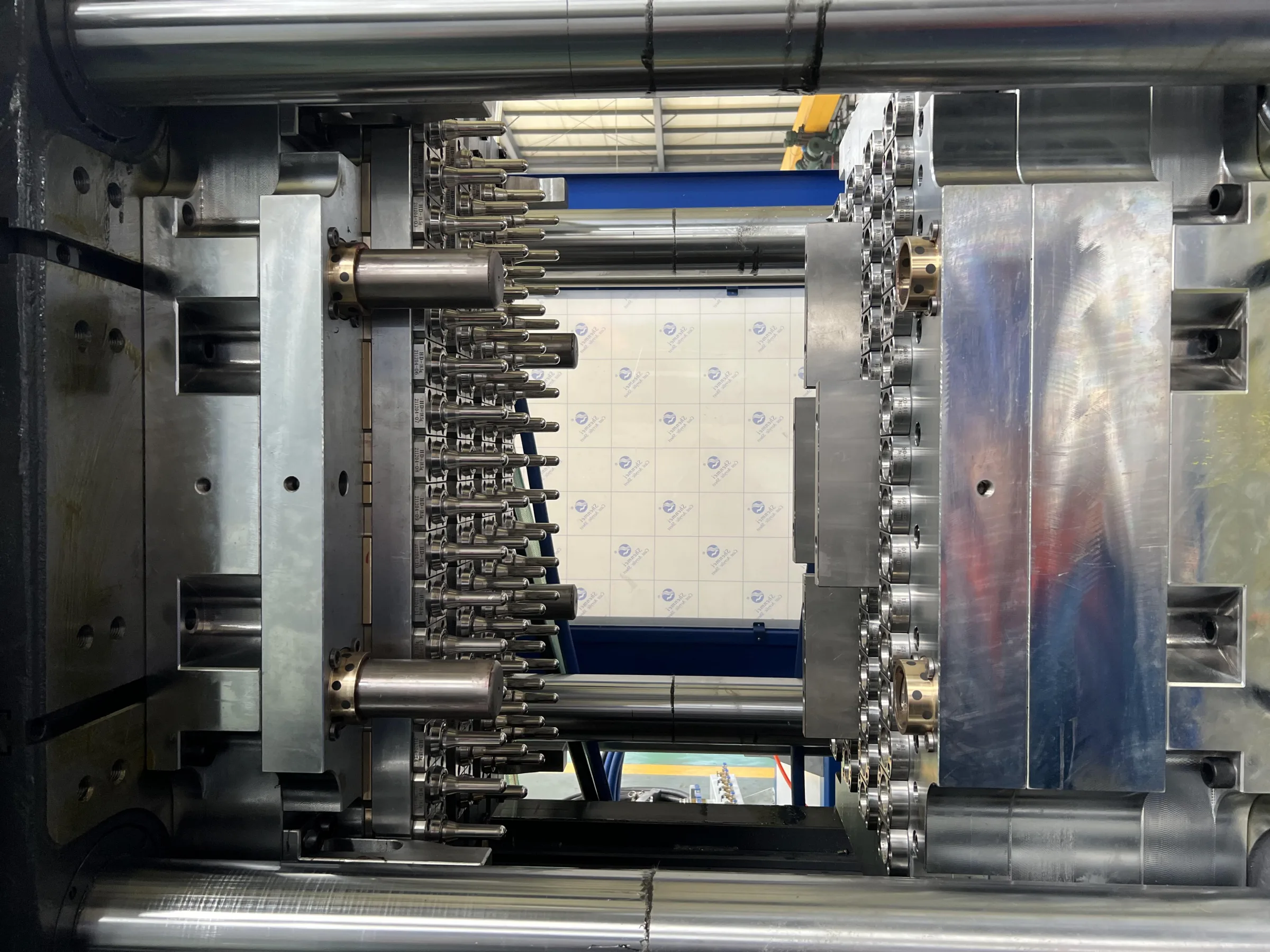
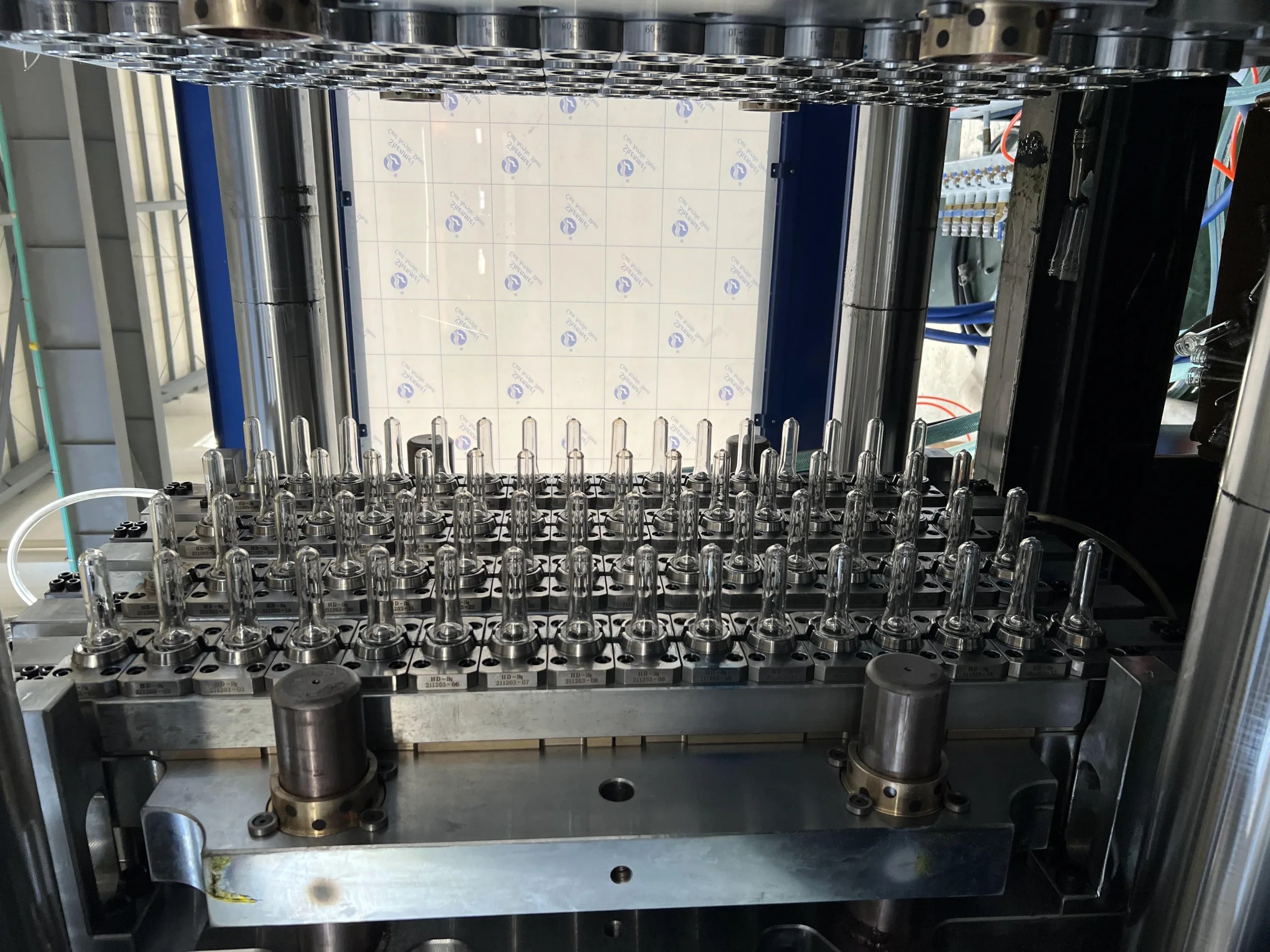
The photographs show a 64-cavity mold and related project evidence. Final part geometry, neck finish, layout, runner, machine interface and acceptance criteria remain drawing- and project-specific.
Cavity count
64 cavities
Output step
+33.3% vs 48 per cycle
Neighbor delta
11.1% fewer than 72
Decision focus
Controlled scale-up
A 64-cavity proposal must have a visible role. It should close a measured 48-cavity capacity gap while avoiding a clearly documented cost, machine or operating consequence of the 72-cavity alternative.
Cavity selection
Shortlist 64 cavities when it solves a measured capacity gap without creating an unsupported platform step.
+33.3%
parts per cycle versus 48 cavities
This is the exact per-cycle relationship. The final useful-output comparison still requires a verified cycle, realistic utilization and the same approved preform basis.
A common production calculation shows a real output gap after realistic downtime and changeovers are included.
The additional eight cavities do not justify their incremental mold, system or machine burden for the confirmed planning horizon.
Machine, controls, cooling, mold handling and maintenance resources fit the 64-cavity proposal without relying on unverified assumptions.
Product definition
Cavity count does not define the molded part. The approved neck, weight, resin, bottle application and acceptance sample determine shot, stack geometry, cooling demand and machine feasibility.
View imageMold output
64 PET preforms per completed molding cycle
Neighbor relationship
33.3% more parts per cycle than 48; 11.1% fewer than 72
Representative use
High-volume, drawing-defined PET preform production
Neck program
PCO 1881, PCO 1810, 29/25, 30/25 or another drawing-defined finish
Preform weight
Defined by the approved part drawing and used for the 64-cavity shot calculation
Part shot basis
64 x approved preform weight, plus the agreed process allowance
Platform question
Whether 64 and 72 share or change the machine, controller, cooling and mold-handling platform
Evidence basis
Traceable cavity samples, recorded trial settings, inspection and packing records
Construction and service scope
The listed material and component package is an available quotation basis, not an unchangeable catalog promise. The final proposal and approved drawings must record the selected materials, runner, controls, cooling and replaceable parts.
Mold base
Available basis: 420 stainless steel
Core, cavity and neck ring
Available basis: M333, hardened to HRC 48-51
Heat treatment
Available basis: German Ipsen equipment
Hot-runner components
Available basis: German HOTSET heaters with PCT nozzles and insulators
 View image
View image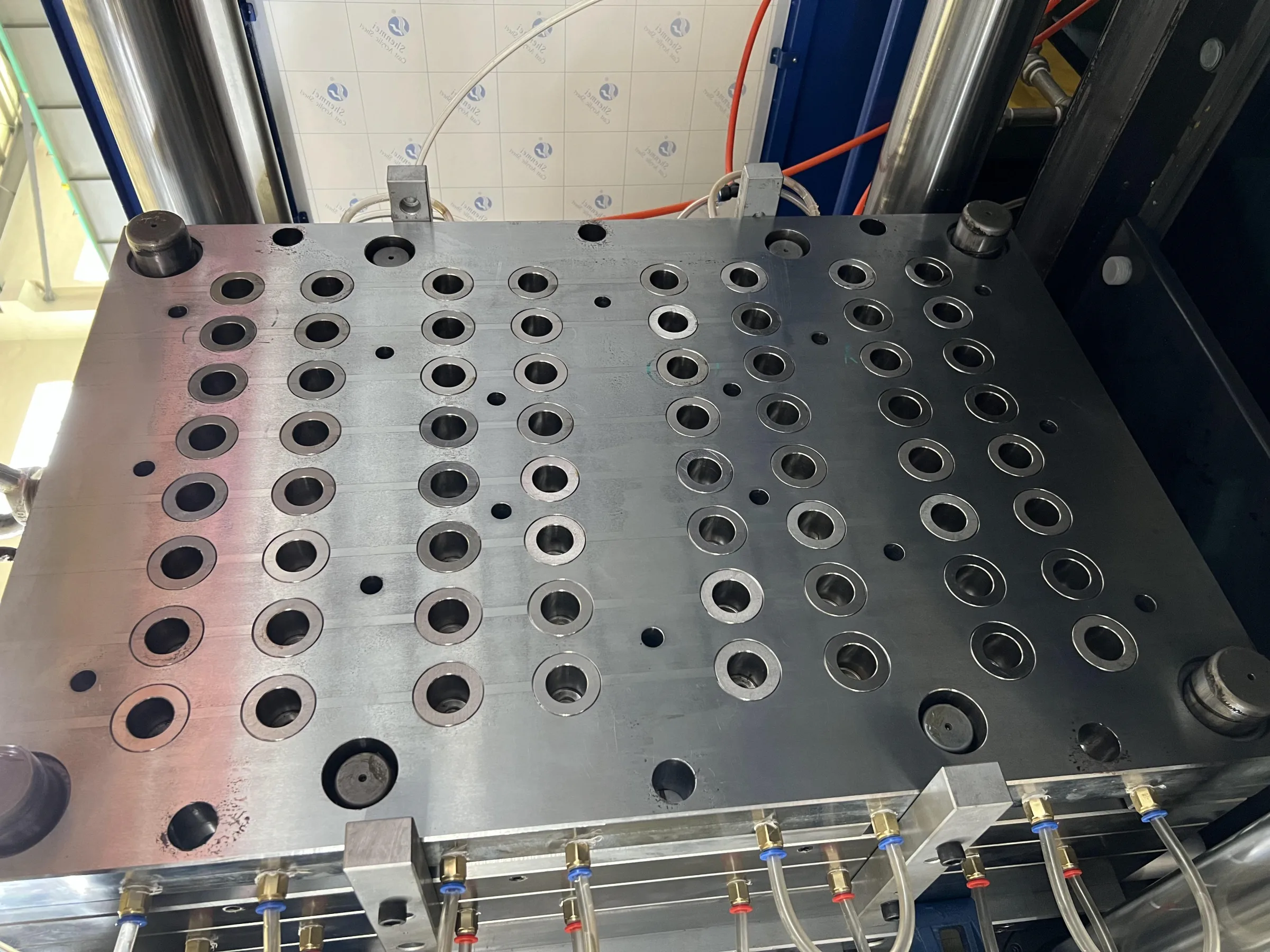 View image
View image View image
View image View image
View imageUse one capacity model for 48, 64 and 72 cavities. Keep the part, cycle assumption, operating hours and utilization constant. The 64-cavity choice should have a visible role: close a confirmed demand gap while avoiding a clearly identified cost or platform consequence of 72.
Ask whether the 64- and 72-cavity concepts share the same mold platform, runner family, controller, utility demand and service approach. If the architecture is nearly identical, compare the incremental commercial value directly. If it differs, document the technical boundary.
The trial plan should identify sample cavities, agreed part checks, gate and visual review, process conditions and corrective-action closure. The evidence package must be practical enough to execute; a long generic checklist with no sampling responsibility does not improve acceptance.
Machine and useful output
The calculator does not invent a cycle from preform weight. It shows the maximum cycle each standard cavity option must achieve for the requested output, then uses an entered verified cycle only when the buyer has one.
Injection unit
Approved part shot, screw diameter, pressure, recovery and plasticizing capacity
Mold envelope
Platen, tie bars, mold-height range, mounting pattern and proposed mold drawing
Mold movement
Opening stroke, daylight, take-out clearance and mold handling method
Hot-runner control
Temperature zones, connectors, controller capacity and valve-gate actuation
Plant utilities
Cooling-water temperature, pressure and flow plus electrical, air and hydraulic interfaces
Production basis
Approved preform, PET resin, verified cycle, required output, operating hours and downtime margin
Cavity feasibility
Cavity comparison
Enter weight and output
The result will show the cycle ceiling and part mass for 24, 32, 48, 64, 72 and 96 cavities. A specific recommendation appears only when a verified cycle is entered.
The comparison does not predict cycle from preform weight. Wall thickness, geometry, PET resin, cooling water, hot runner, machine performance and quality requirements must be reviewed separately.
Neighbor comparison
Use one approved preform, one verified cycle basis, one operating calendar and one utilization assumption. Otherwise the numerical comparison is not meaningful.
| Decision factor | 48 cavities | 64 cavities | 72 cavities | Buying implication |
|---|---|---|---|---|
| Parts per cycle | 48 preforms | 64 preforms | 72 preforms | 64 adds 16 parts over 48; 72 adds eight more at the same cycle. |
| Part shot basis | 48 x approved weight | 64 x approved weight | 72 x approved weight | Calculate total part mass, then verify injection and plasticizing capability. |
| Capacity role | Measured shortfall | Controlled scale-up | Maximum standard option | The 64-cavity role must be visible in the demand plan, not assumed from its position between two numbers. |
| Platform delta | Check whether smaller | Document exact platform | Check whether shared | If 64 and 72 inherit the same burden, compare the incremental commercial value directly. |
| Selection trigger | 48 misses confirmed demand | 64 closes the gap | 72 surplus is useful | Keep the part, cycle and utilization assumptions identical across all three options. |
Trial and acceptance
Acceptance should be executable: approved part and machine basis, recorded trial conditions, identifiable cavity samples, agreed checks and corrective-action closure before packing.
01
Approve the preform drawing, neck finish, weight, PET grade, color and visible quality requirements before final design.
02
Confirm shot, platen, tie bars, mold height, opening, controller, cooling, actuation, take-out and handling against the proposed mold drawing.
03
Run with the agreed machine and PET resin, then record process settings, cooling conditions and the verified cycle used for acceptance.
04
Confirm normal molding from all cavities and provide a complete 64-piece, cavity-identified sample set for the agreed neck, weight, gate, appearance and molding checks.
05
Provide the agreed trial video and inspection records, close failed checks, then verify documents, spares, rust prevention and export packing.
 View image
View image View image
View image View image
View imageQuantities and part numbers belong in the quotation and final supplied-parts list.
64-cavity RFQ
A 64-cavity inquiry should include the 48-cavity shortfall and the reason 72 is not preferred. Request all three options on one technical and commercial basis.
What happens next
Buyer questions
These answers explain the selection method. Exact performance remains tied to the approved part, machine, utilities and recorded trial conditions.
A defensible case shows that 48 cavities leaves a confirmed capacity gap, 64 closes it under realistic operation, and 72 adds cost or platform burden that demand does not yet justify.
No. The two proposals may use similar architecture, controls and utilities. Compare the actual mold drawings, system scope and maintenance plan rather than assuming the smaller number is simpler.
Review total shot and plasticizing, platen and tie-bar clearance, mold height, mounting, opening movement, controller zones, cooling capacity, utilities and take-out for the exact preform.
Identify cavities, define project-specific weight, dimensional, visual and gate checks, record approved trial conditions, assign sampling responsibility and close corrective actions before packing.
Next decision